 点击咨询,红星24h为您服务!
点击咨询,红星24h为您服务!
编辑:红星机器
发布:2015-08-11
点击咨询,红星24h为您服务!
锤式破碎机是某石灰石加工车间在破碎系统中采用的破碎设备之一,随着工作的不断推进,主动给料辊主轴轴头出开始出现疲劳断裂现象,锤头的磨损也较严重,如不及时的对给料辊和锤头进行更换,将严重影响整条生产线的进程。考虑到只是不断地更换这些部件,不仅耗时耗财,还只能暂时的使问题得到缓解,过一段时间问题又会重现,该车间决定对给料部分及锤头进行优化改造,从根本上延长它们的寿命。

该车间根据给料辊驱动装置的装配形式和主轴断裂情况,结合多年的生产管理实践经验,现场测量测算后,设计加工了一套简易的连接装置,只用了16h,就恢复了破碎机的运行。
该连接装置主要由轴头和Z型锁紧套两部分组成(见图1)。轴头主要用来替代主轴断头部分,用45号钢调质加工而成,在轴头大径壁上均布开三个长80~100mm的槽,以增大其抱紧力。Z型锁紧套选用的是市售Z2型锁紧套,用于锁紧轴头大径。因受空间限制,锁紧套尺寸偏大,安装不上,因此只保留了锁紧套的锥角内套和外套,自制两个螺栓拧紧圆盘。螺栓选用18根8.8级M20×120螺栓,螺栓的拧紧力矩不超过470N·m。
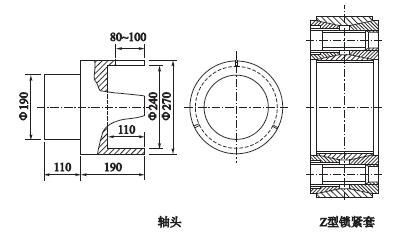
图1
为确保对中精度良好,安装前需用气割将主轴断头部位进行简单处理。将锁紧套套在轴头大径上后,再将轴头大径套到主轴断头部位。按给定的力矩拧紧螺栓,锁紧套将轴头紧紧抱卡在轴的断头部位。再用原锁紧盘将轴头小径与减速机中空轴连接在一起固定。
原锤头采用图2所示的结构形式,其缺点是打击面大,很难保证反作用冲击力通过锤头的碰撞中心,且只能单端使用,使用寿命低。为此在不改变安装尺寸和总体尺寸的前提下,对锤头的形状做了改进,使其更好地满足碰撞平衡条件,延长使用寿命。
改进后的锤头如图3所示,锤头两端锤体为八边形柱体,中间由锤柄连为一体,工作时其一端的销孔与转子体上销轴配合;另一端(打击端)锤体上的销孔内安装配重块,并用螺钉紧固。
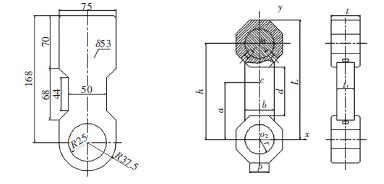
图2 图3
设计此结构的目的:①保证锤头打击端有足够的碰撞冲量,不降低打击效果;②保护销孔表面,在以后掉头使用时可以保证与销轴的配合质量。这时打击端的销孔圆心相当于碰撞中心。当锤头一端磨损后,可掉头使用另一端,再将配重块安装在打击端锤体的销孔内。
1、通过对给料部分加装连接装置,各部位温度和振动情况良好,运行5个月的时间内还未出现轴头断裂的情况。
2、通过对锤头的形状及结构进行改进,振动和噪音都有所降低,锤头寿命延长1倍。

对于给料部分和锤头面临的上述问题,红星机器在研发设计的时候已经考虑在内了,其生产出的锤式破碎机凭借着合理的结构及过硬的质量销量一直处于名列前茅的地位,如果您有意向,欢迎随时莅临选购,或拨打红星咨询热线:0371-67772626。
更新: 2019-03-09
上一篇: 人工砂石生产工艺及注意事项
下一篇: 锡尾矿资源回收再利用的选矿工艺试验探索
相关产品



